Горизонтально-разверточный станок: СРКС-01 и СРКС-02
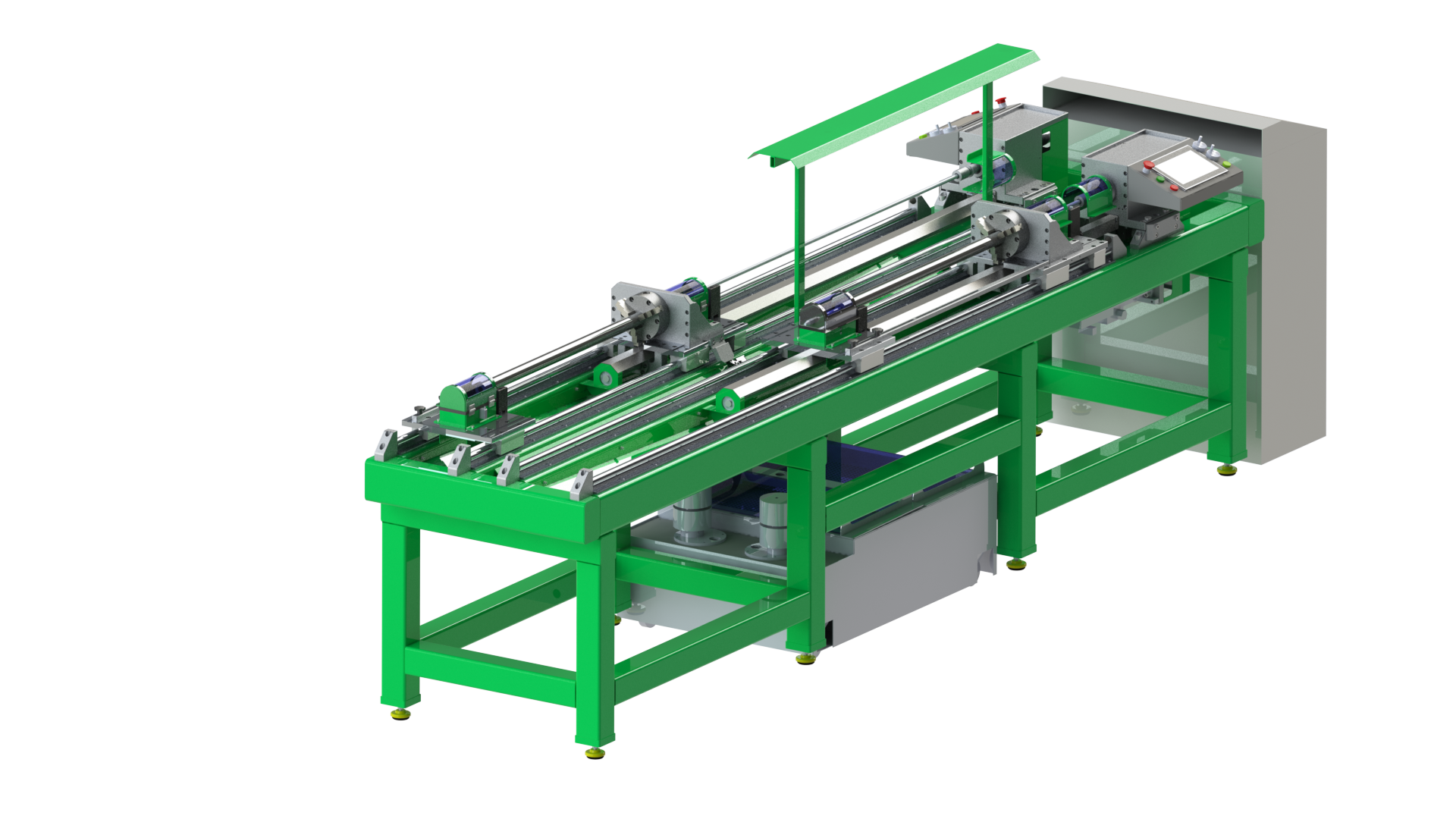
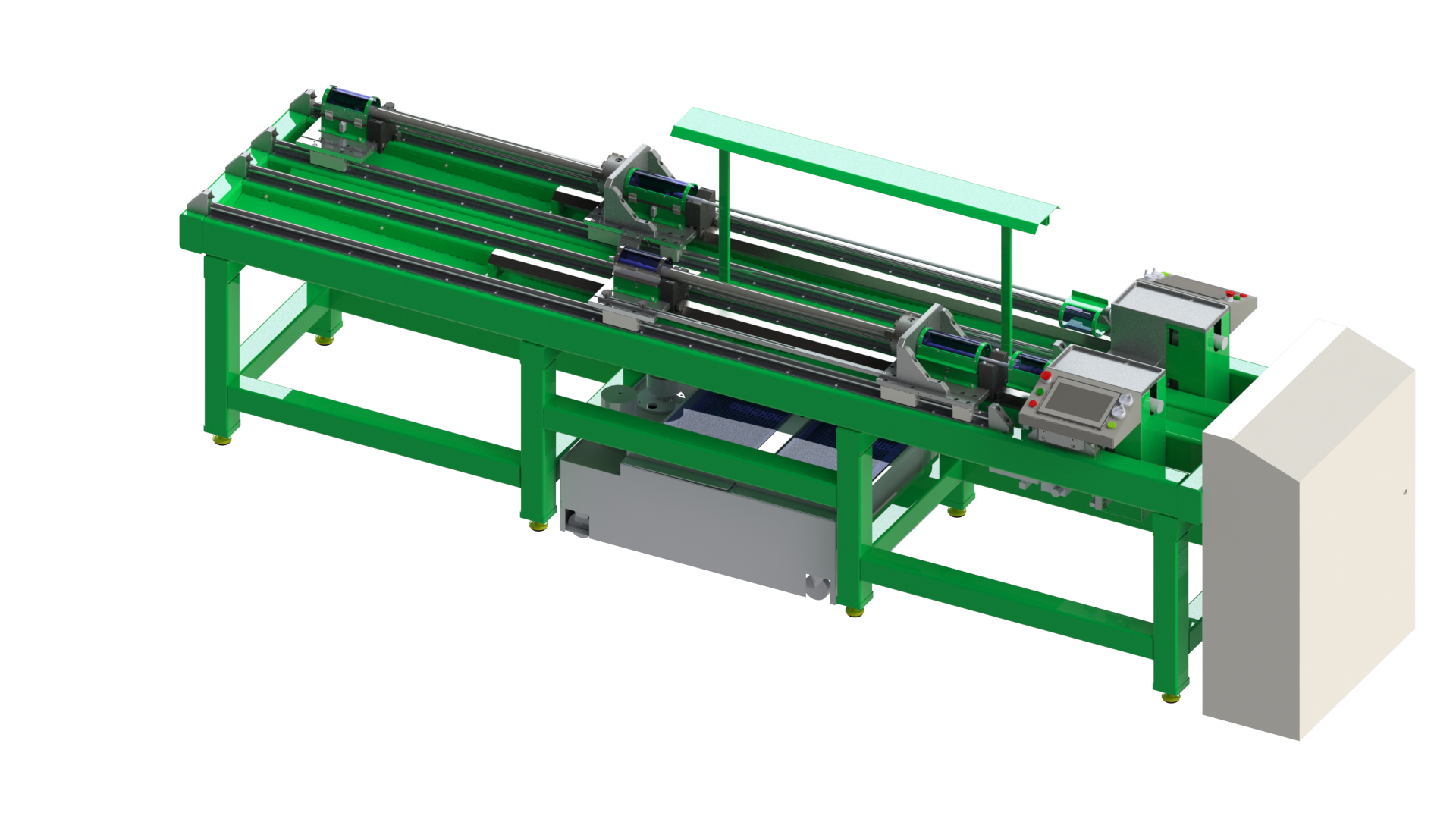
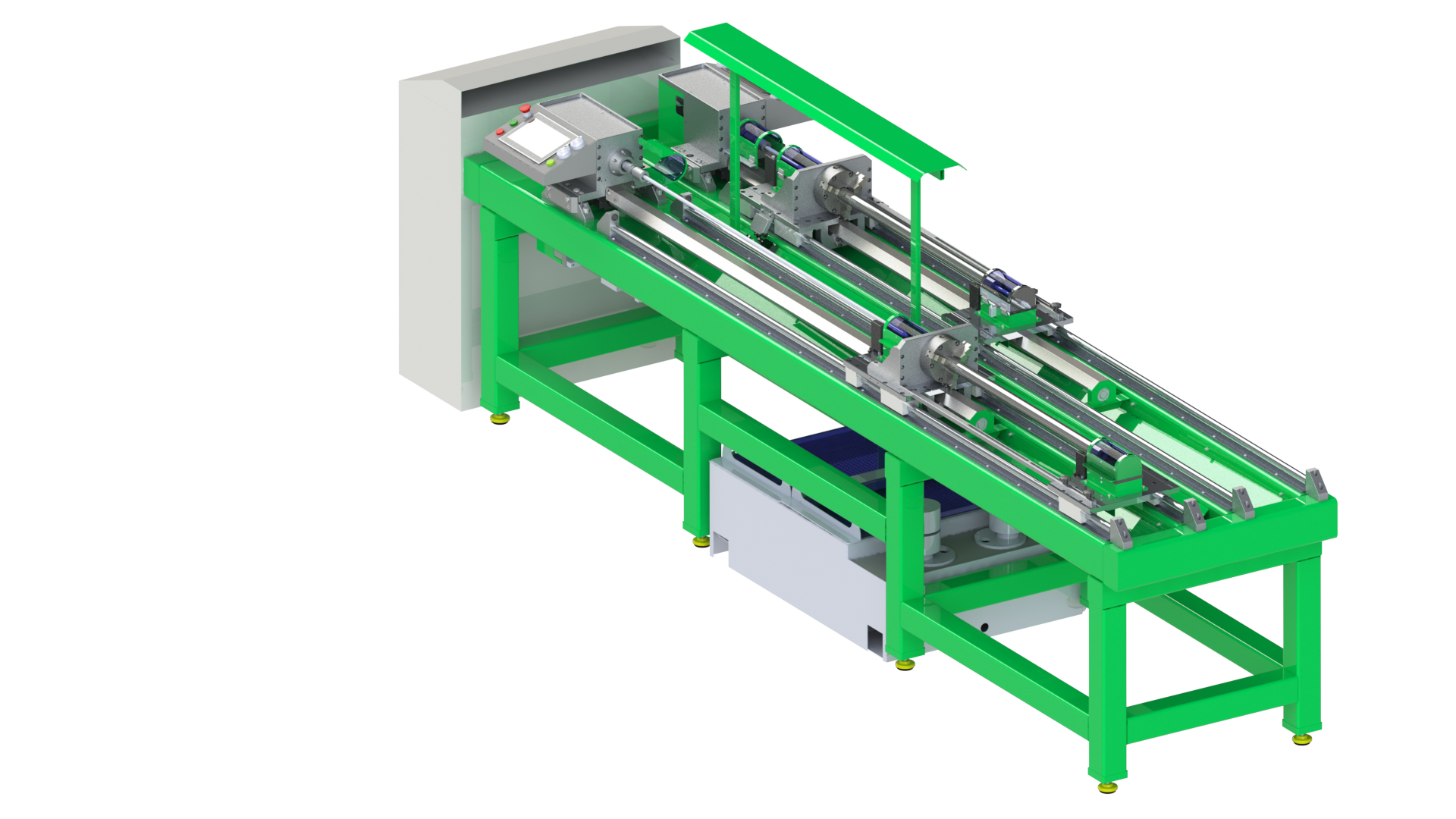
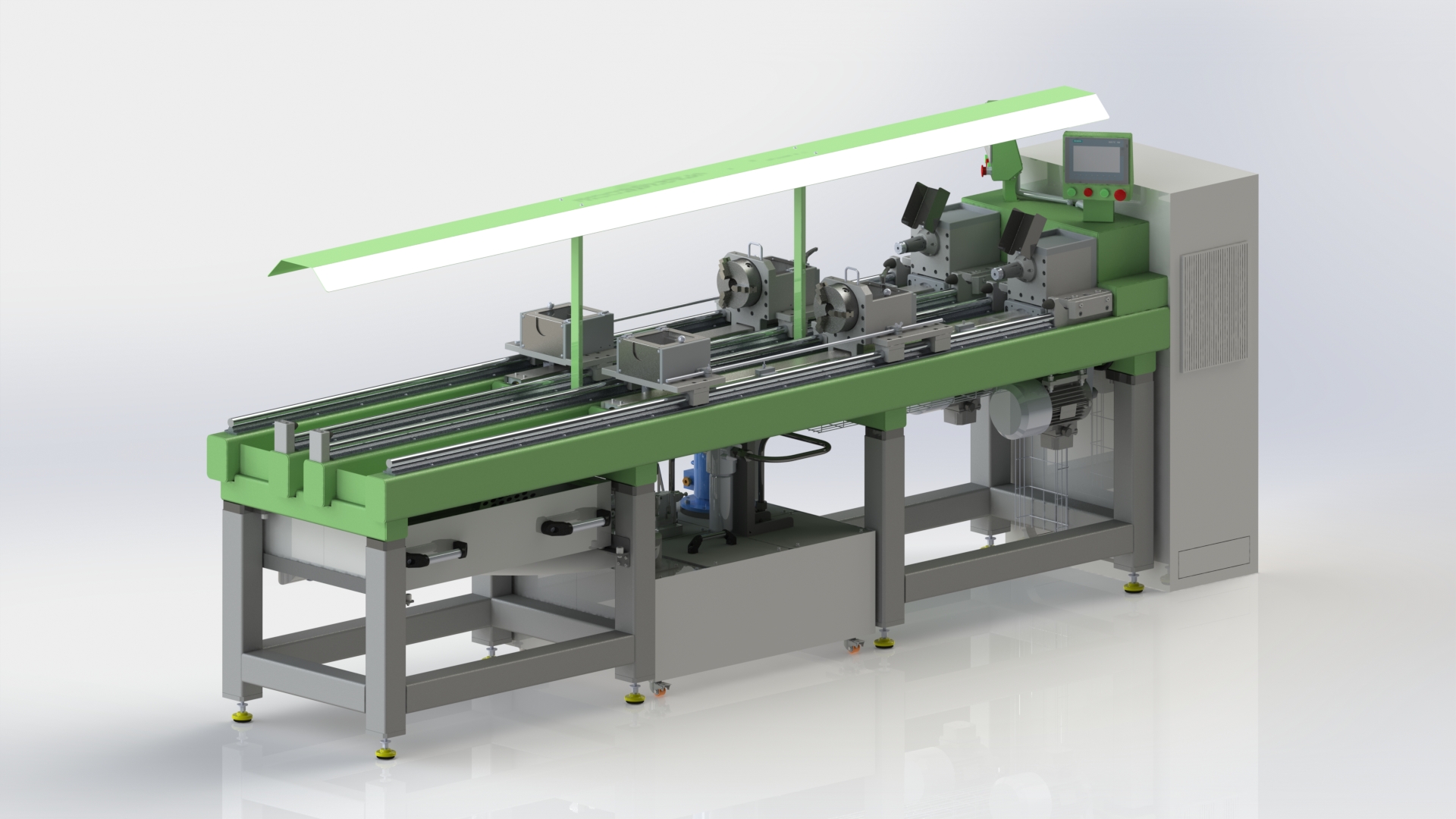
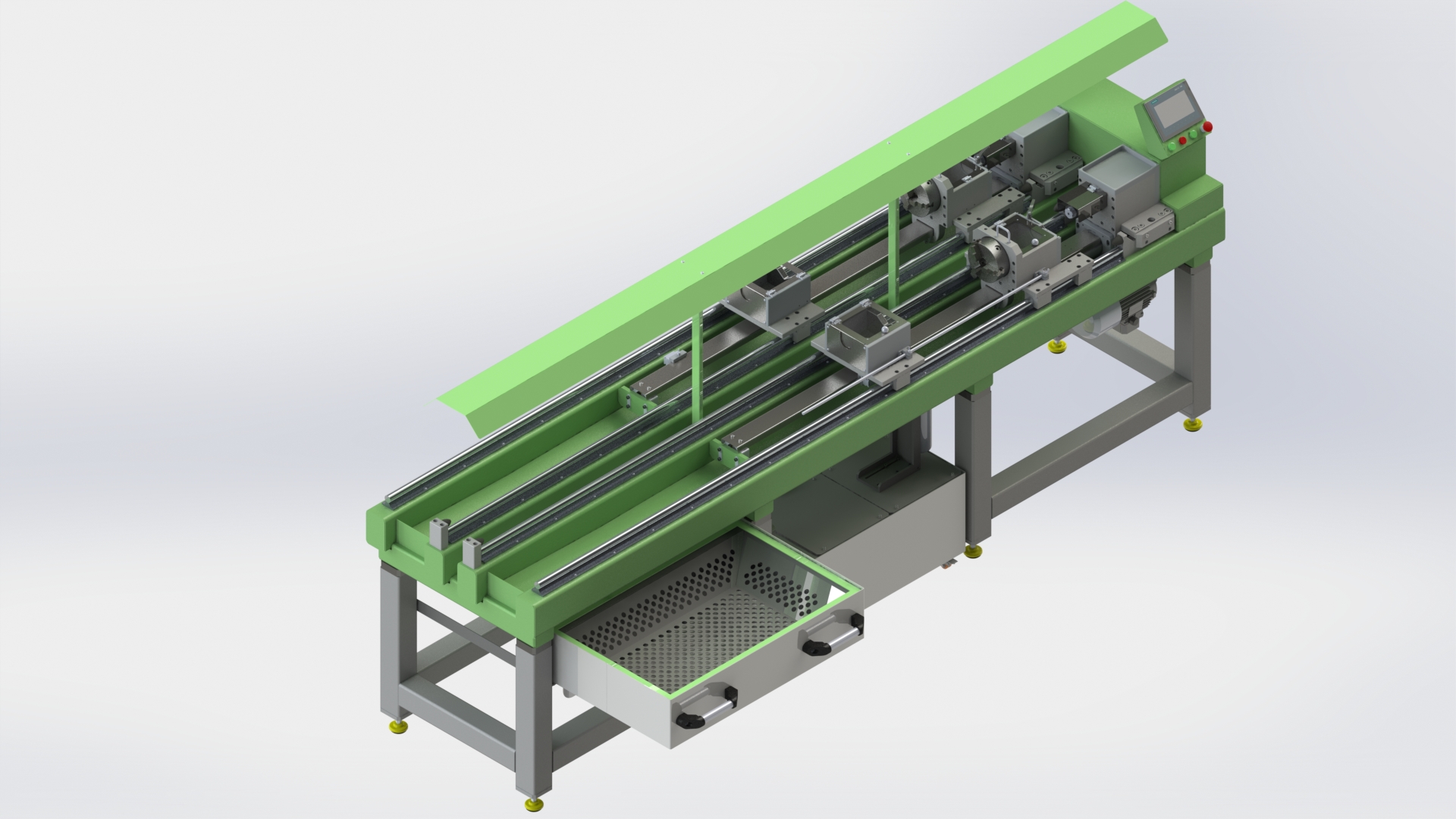
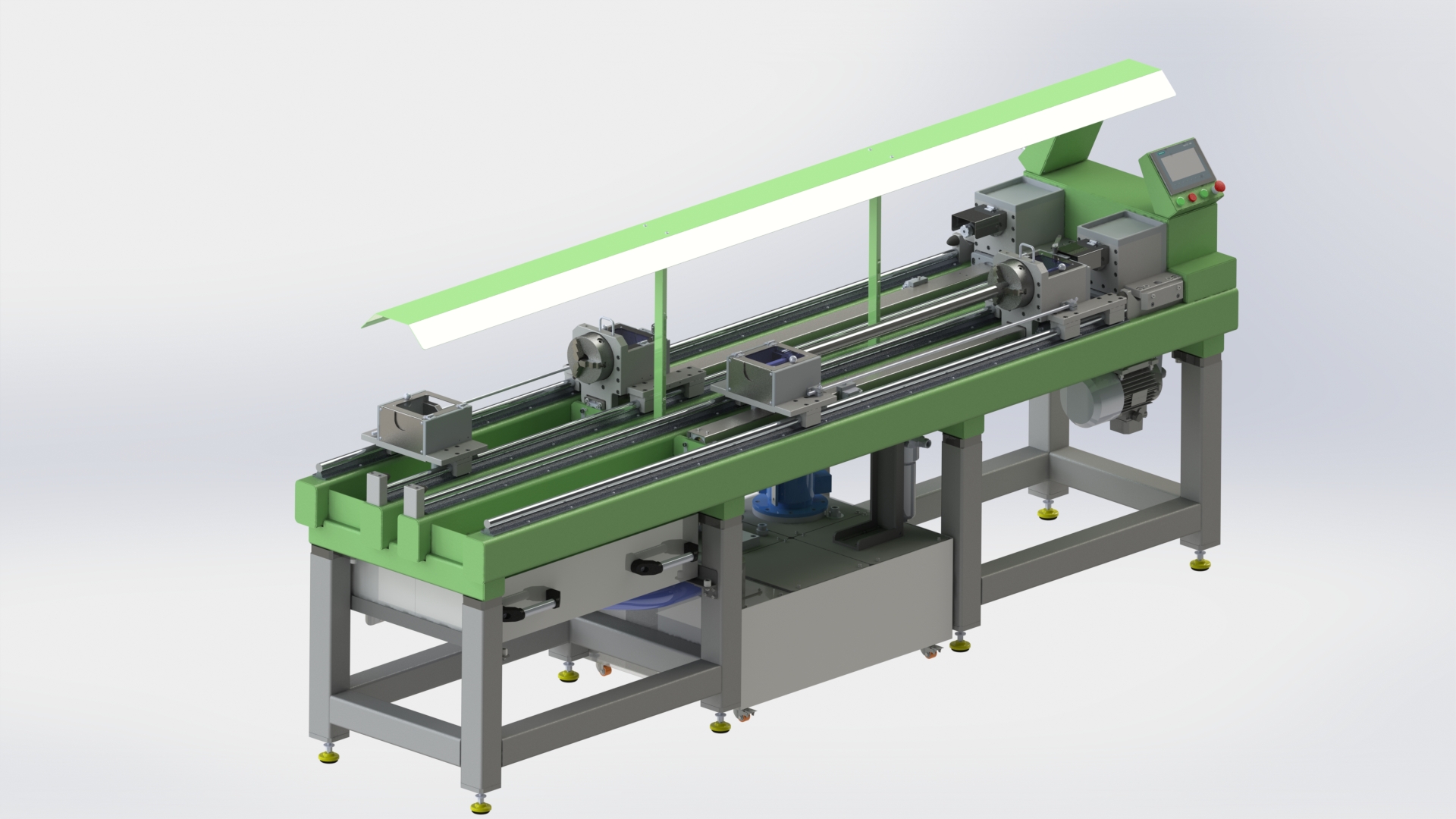
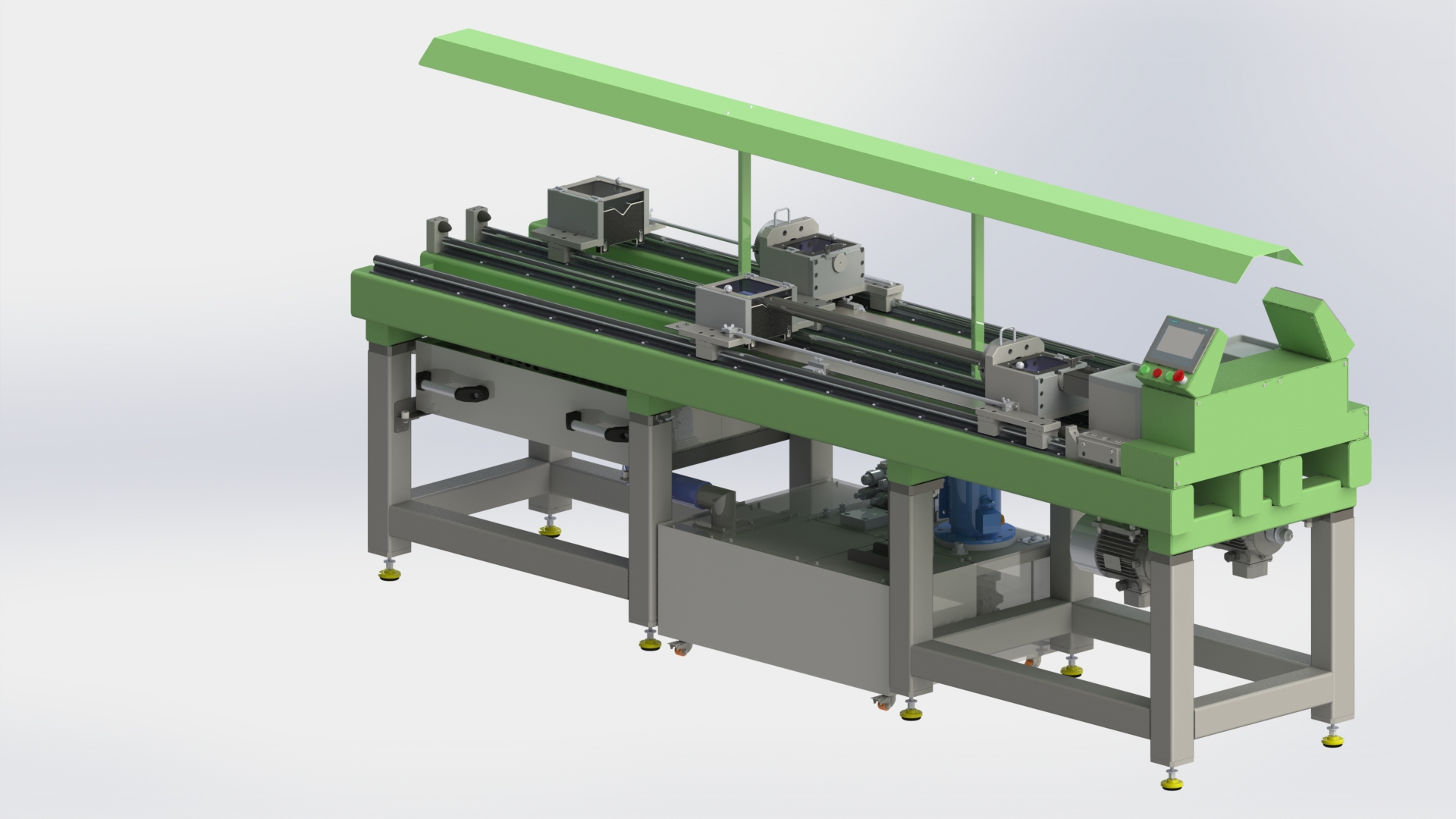
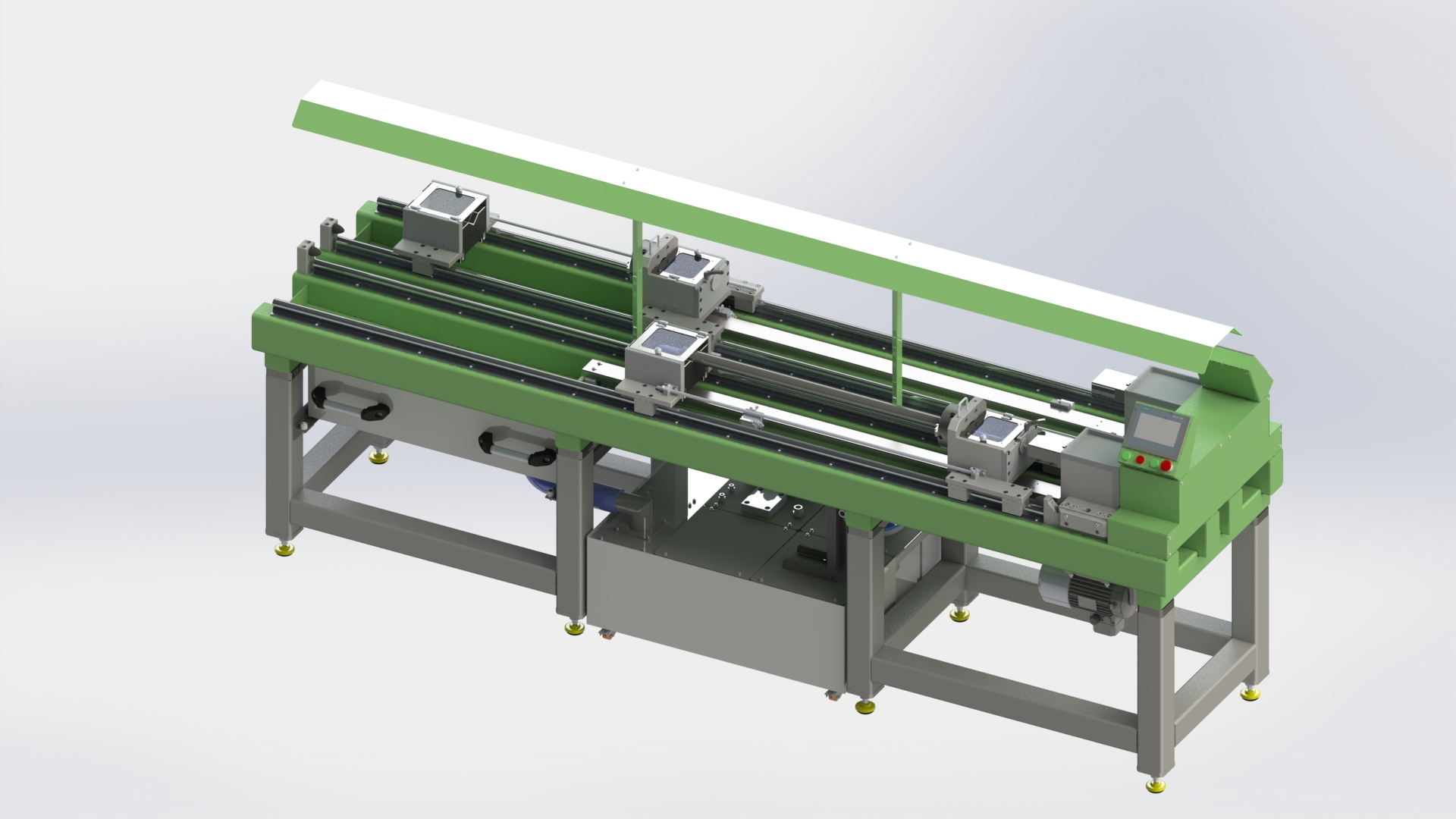

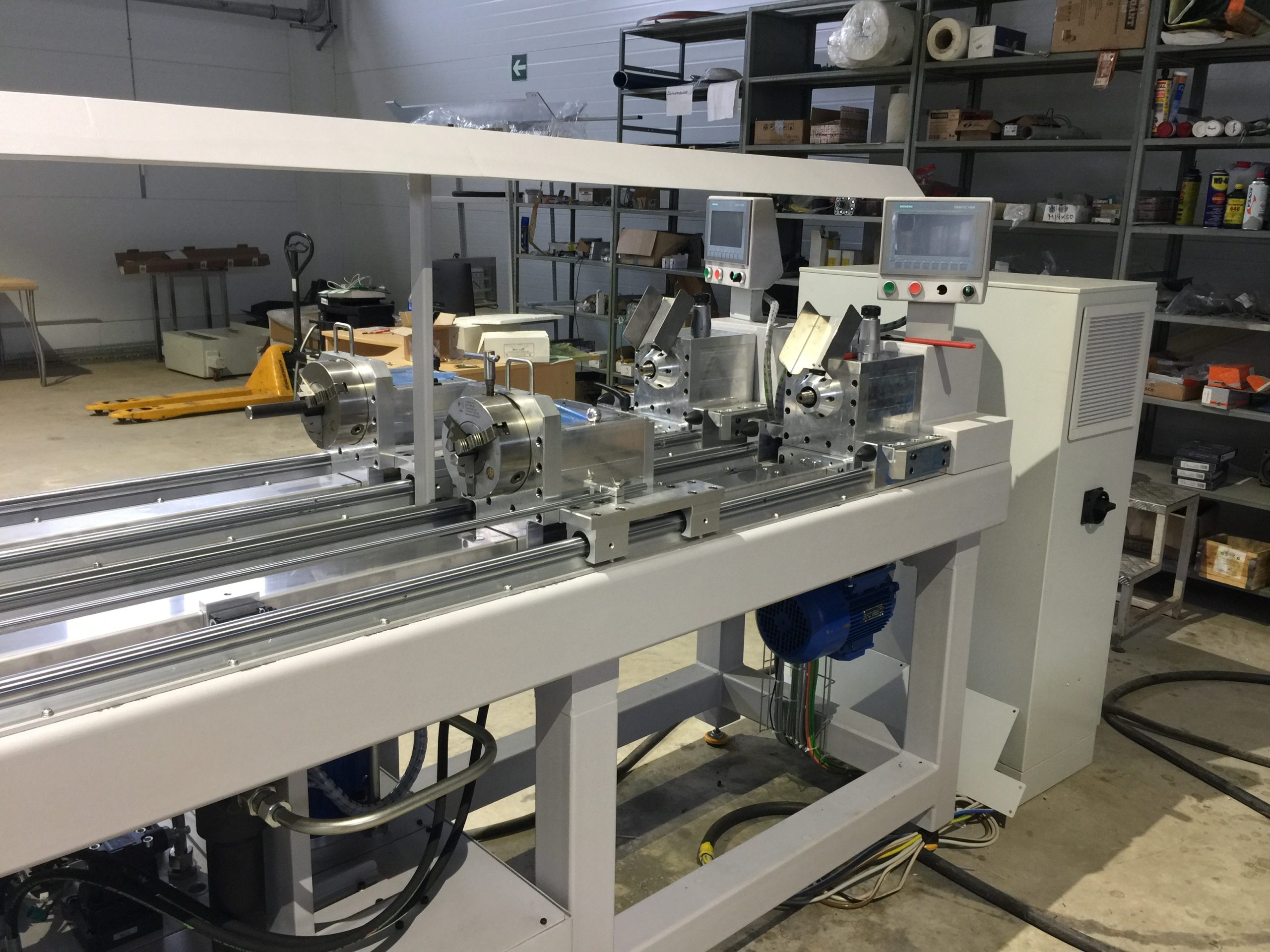

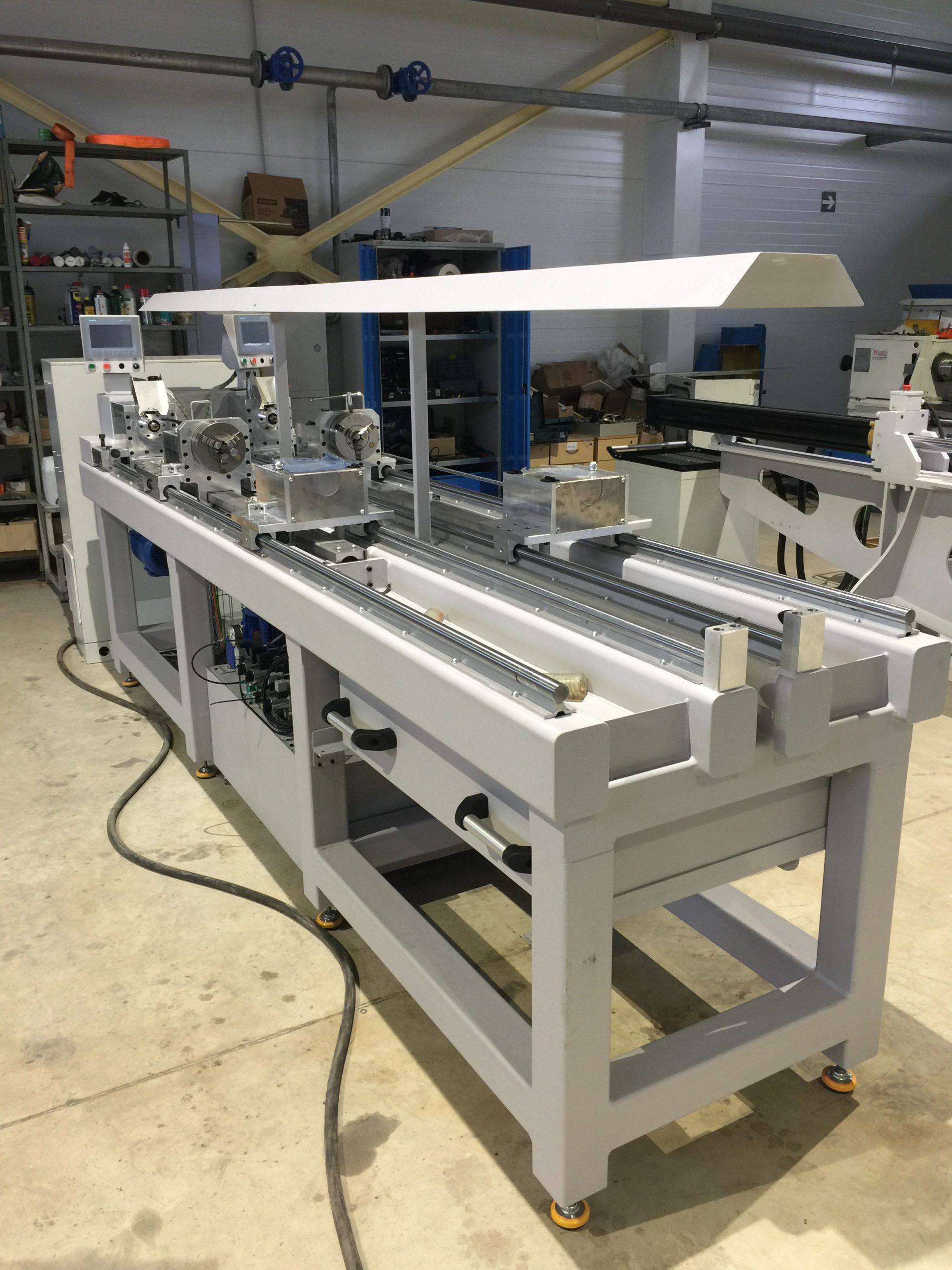


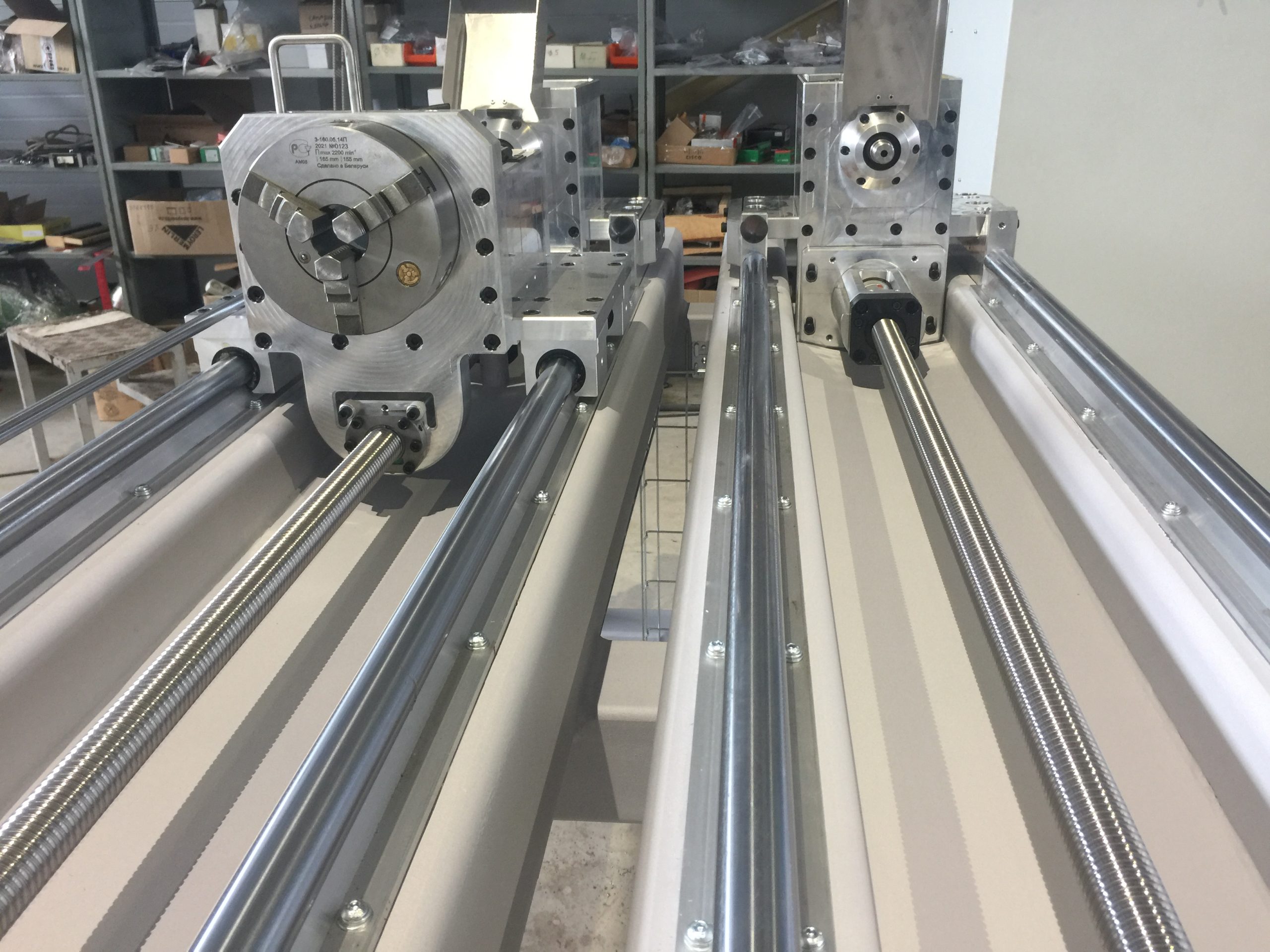
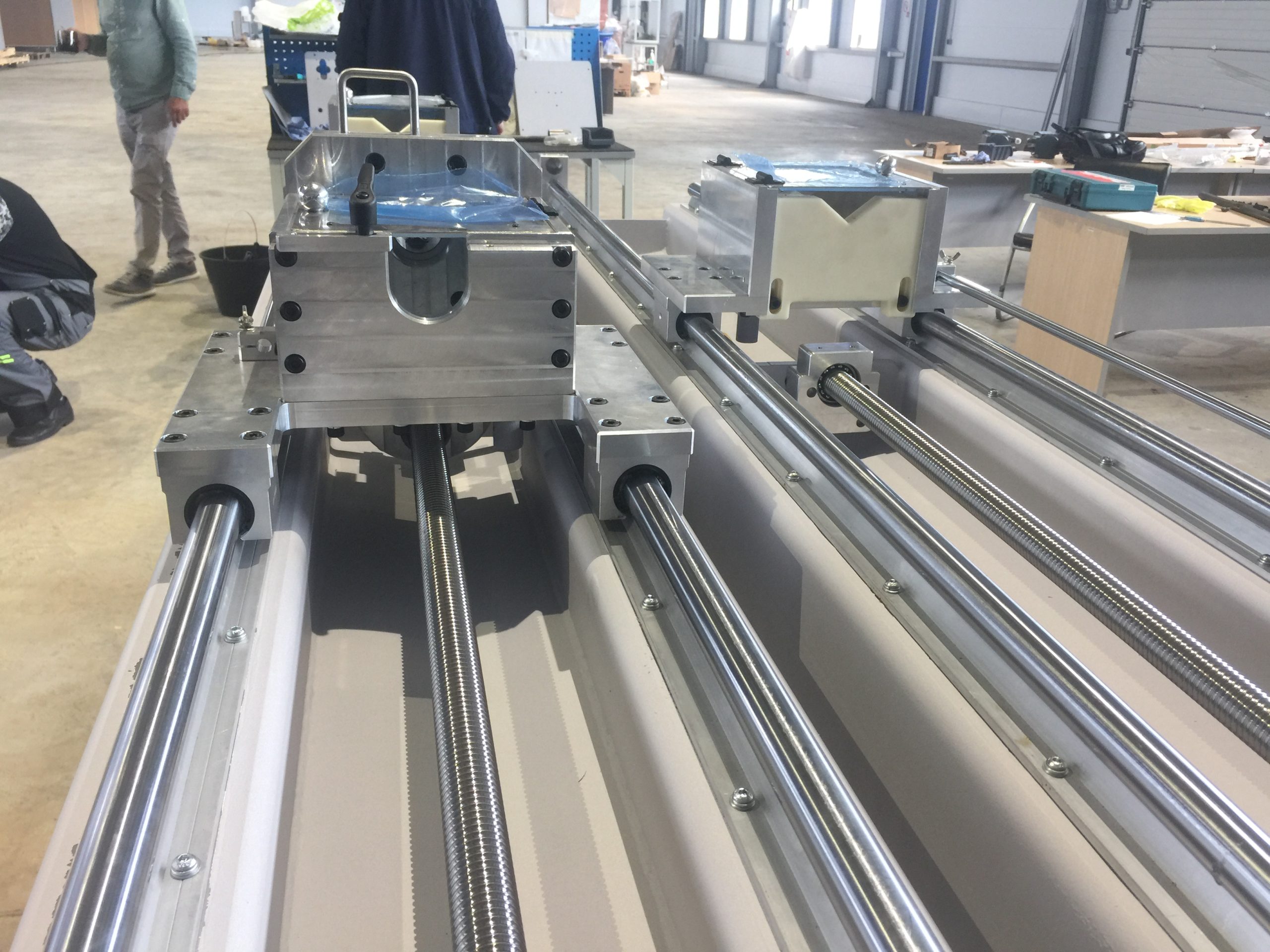
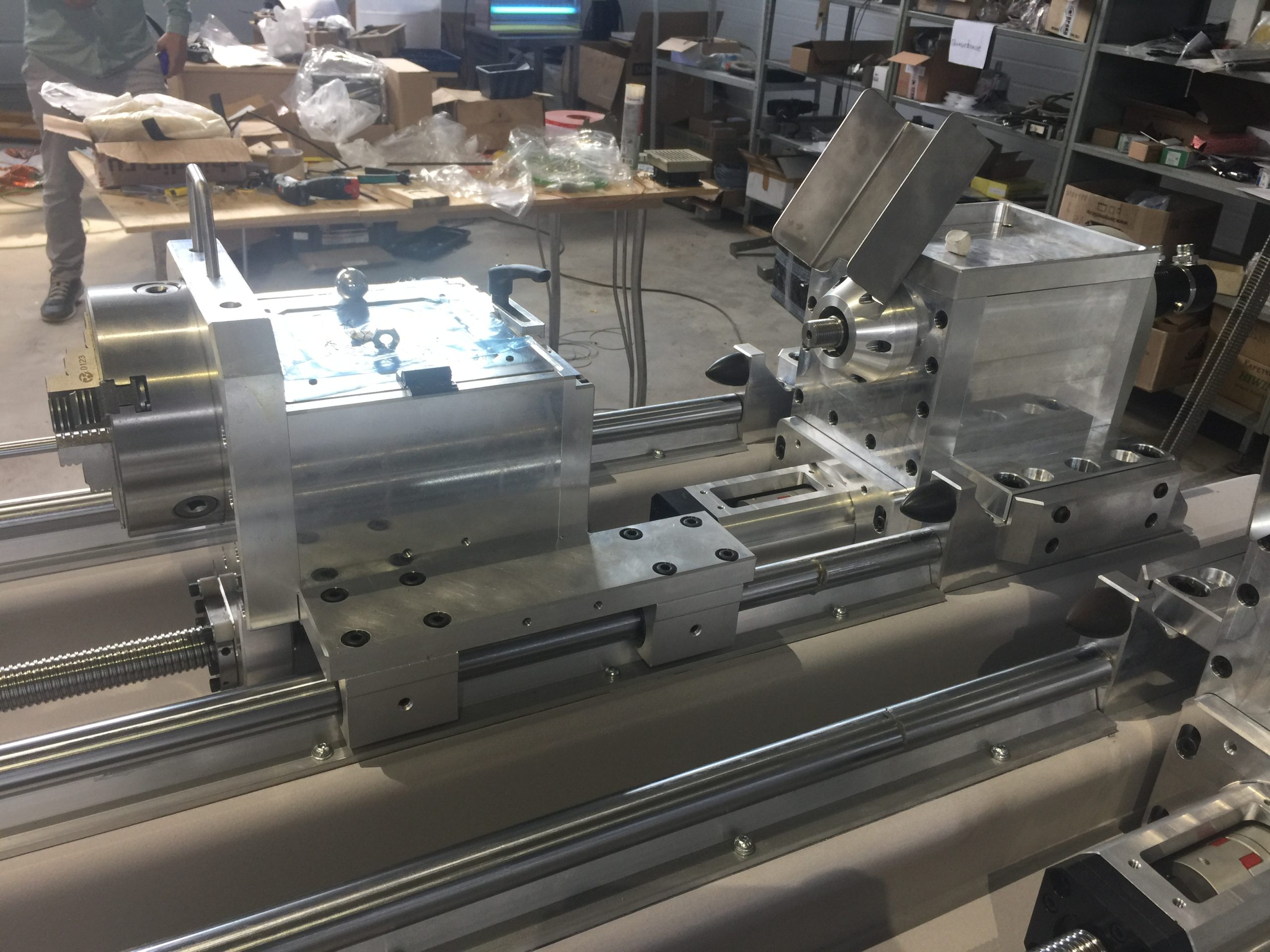

Горизонтально-разверточный станок СРКС предназначен для обработки канала ствола после операции глубокого сверления с помощью протягиваемых многолезвийных разверток. Развертка канала заготовки необходима для улучшения круглости отверстия, улучшения шероховатости канала для последующей обработки.
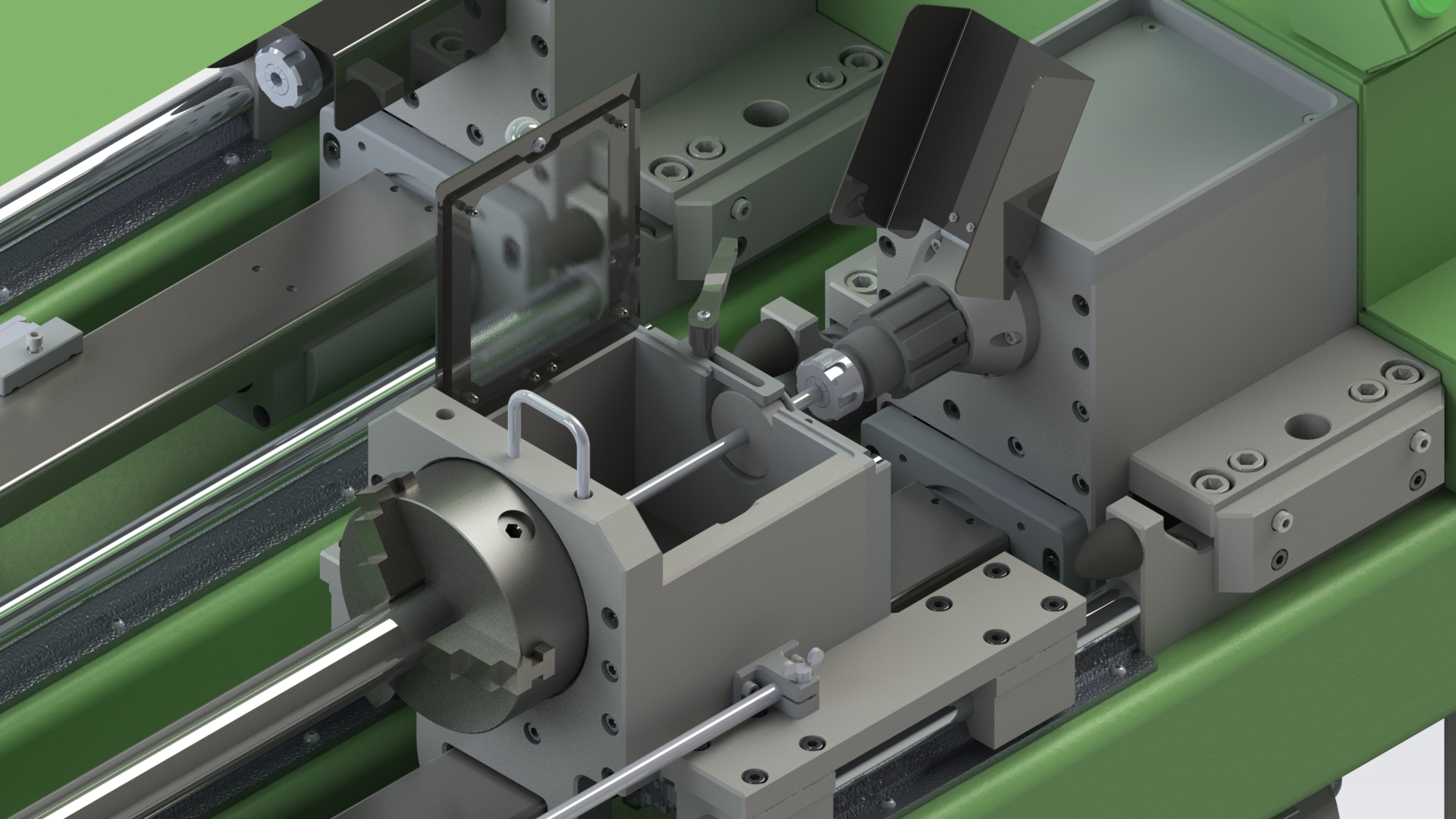
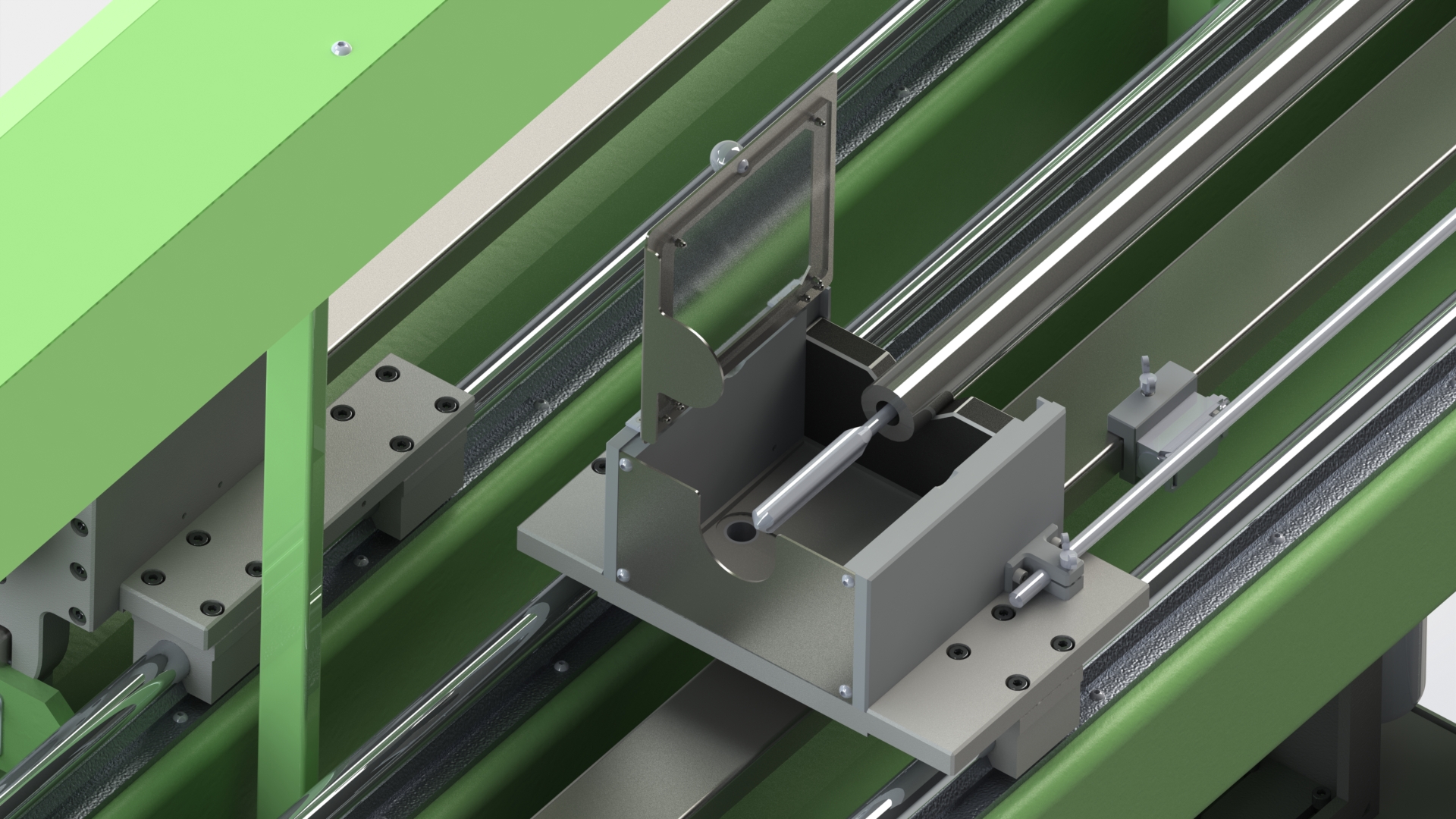
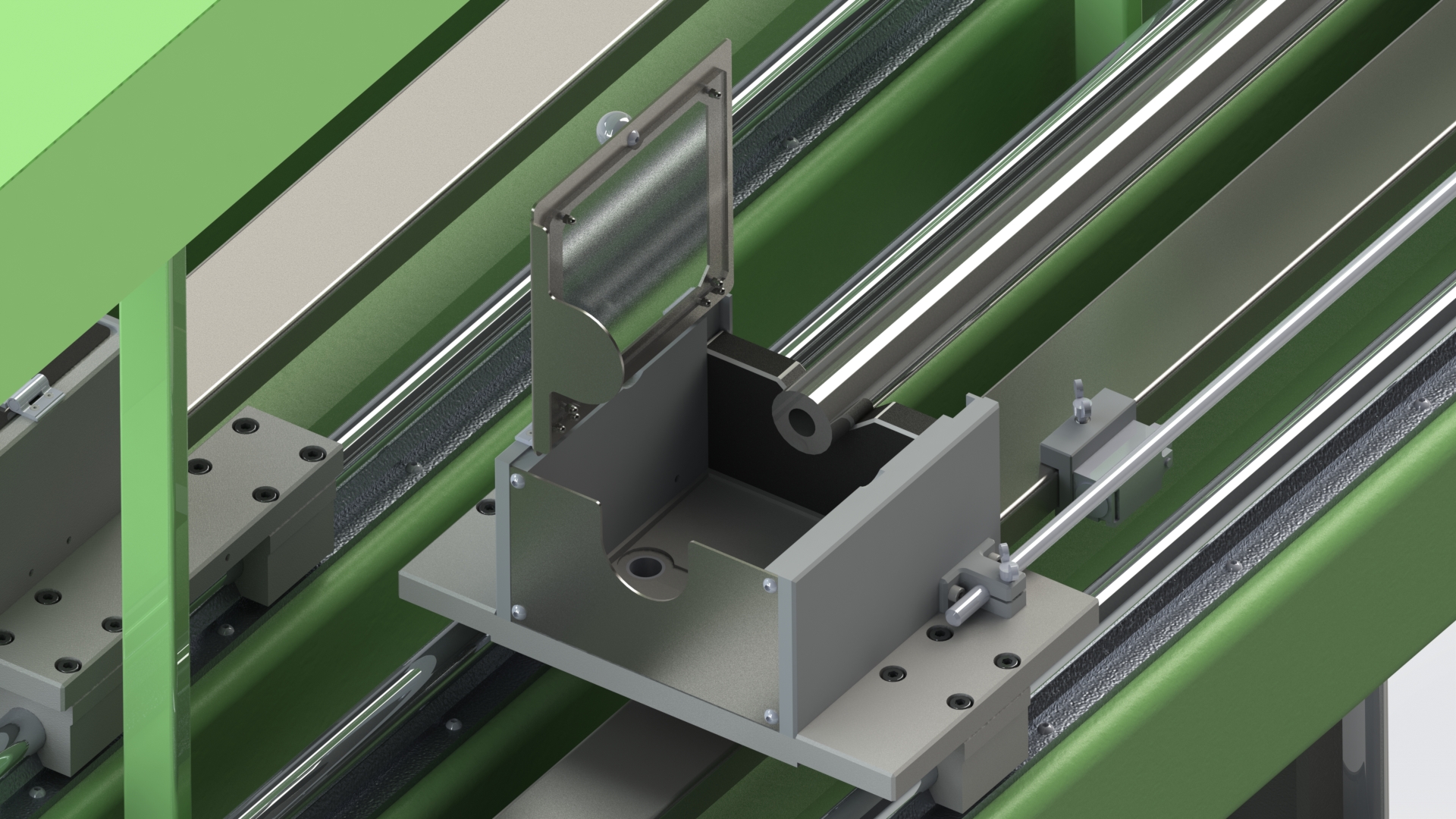
Заготовку устанавливают в самоцентрирующийся токарный патрон со стороны дульного среза и в призматический держатель со стороны патронника. Далее оператор вставляет инструмент в канал заготовки и протягивает его так, чтобы хвостовик развертки выступал из канала заготовки. Оператор подает шпиндельную бабку вперед и фиксирует хвостовик инструмента в специальной цанге. После этого задает параметры обработки/выбирает программу обработки и запускает станок. Развертка протягивается через заготовку с вращением и подачей масла, которое вымывает стружку из зоны резания и охлаждает инструмент. После того как развертка полностью выходит из канала заготовки станок останавливается, выключается подача инструмента, вращение шпинделя и подача масла.
Станок поставляется в двух модификациях:
СРКС-01 – модификация с одним рабочим шпинделем;
СРКС-02 – модификация с двумя рабочими разобщенными шпинделями
Смотреть каталог оборудования для глубокого сверления и растачивания
- Горизонтально-разверточный станок
- Паспорт
- Руководство по эксплуатации
- Комплект разверток
- Комплект специального инструмента
| Характеристики оборудования | Ед. изм. | Величина | |
| СРКС-01 | СРКС-02 | ||
| Количество шпинделей | шт | 1 | 2 |
| Мощность двигателя привода инструмента | кВт | 4 | 4 |
| Частота вращения привода инструмента | Об/мин | 0-1000 | 0-1000 |
| Обрабатываемый припуск | мм | +0,15..+0,2 от диаметра отверстия, допуск по диаметру ≤+0,015 | |
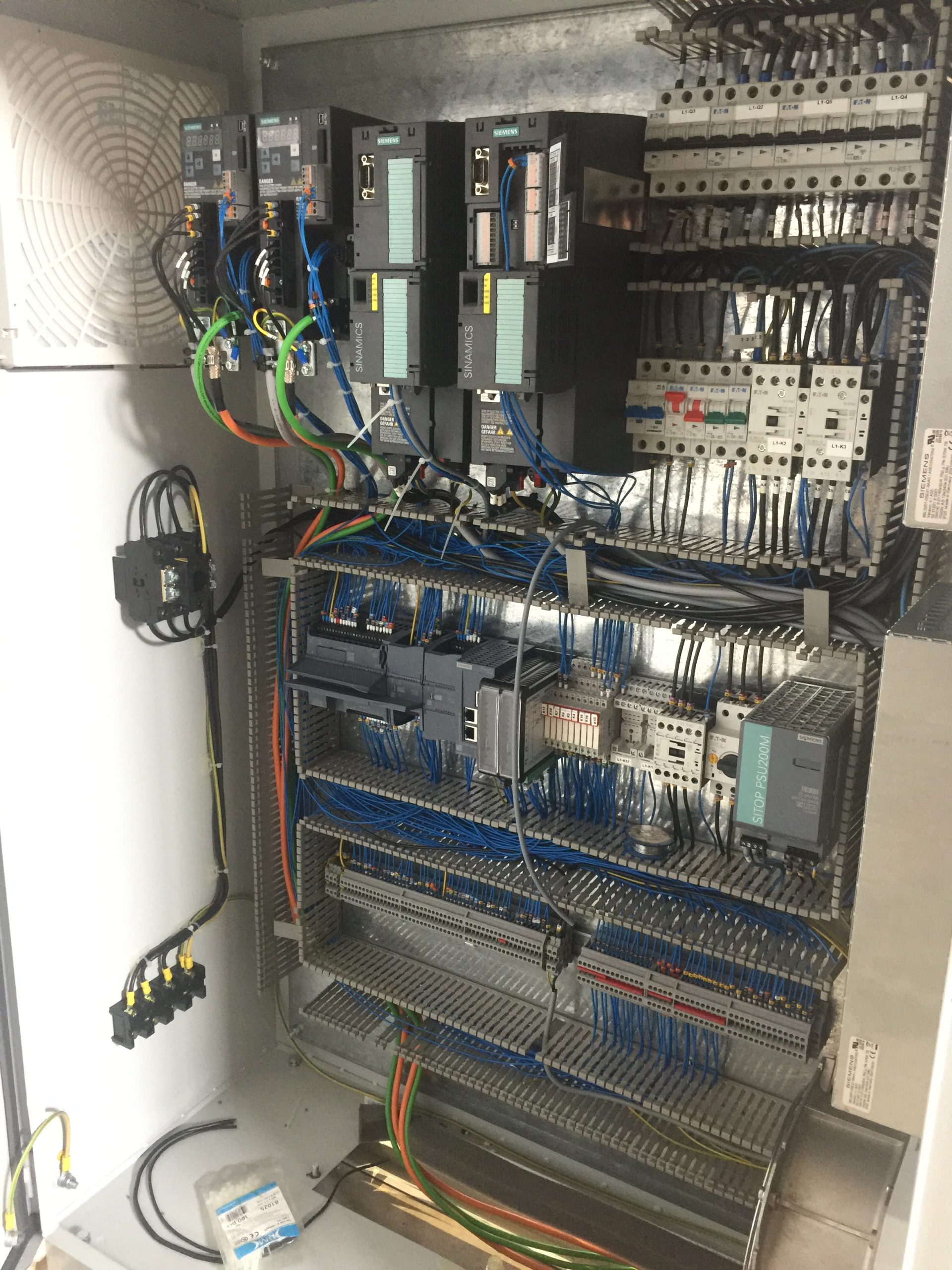
| Система управления | тип | Контроллер Siemens
| |
| шт | 1 | 2 | |
| Панель управления | тип | Siemens | |
| шт | 1 | 2 | |
| Материал обрабатываемых заготовок | — | Конструкционные стали; углеродистые, легированные, нержавеющие, жаропрочные стали (группы обрабатываемых материалов по ISO: P, M) | |
| Условия эксплуатации: — Вид климатического исполнения по ГОСТ 15150-69 — категория размещения изделия по ГОСТ 15150-69 | У
4 | ||
| Высота центров над полом | мм | 1150 | |
| Ход инструмента | мм | 1300 | |
| Длина обрабатываемых заготовок | мм | 500-1100 | |
| Наружный диаметр обрабатываемых заготовок | мм | 12 — 45 | |
| Внутренний диаметр обрабатываемых заготовок | мм | 4-20 | |
| Подача инструмента (рабочая) | м/мин | 0-0,15 | |
| Подача инструмента (холостая) | м/мин | 0,5-1 | |
| Тип линейной передачи | — | Шарико-винтовая передача | |
| Смена инструмента | — | Ручная | |
| Система крепления детали | — | Самоцентрирующийся токарный патрон | |
| Объем СОЖ | л | 100 | 190 |
| Насос подачи СОЖ | шт | 1 | 1 |
| Давление СОЖ при подаче в зону резания | бар | 10 | 10 |
| Фильтр СОЖ | — | Механический фильтр 5-10 микрон | |
| Общая потребляемая мощность, не более | кВт | 8,5 | 15 |
| Габариты станка: Длина х Ширина х Высота | мм | 3556 х 500 х 1637 | 3556 х 870 х 1637 |
| Масса станка, без шкафа электрооборудования | кг | 1500 | 1900 |