Описание технологий
 Глубокими считаются отверстия глубиной более 10 d. Сверление таких отверстий связано с целым рядом трудностей.
Глубокими считаются отверстия глубиной более 10 d. Сверление таких отверстий связано с целым рядом трудностей.
Длинные сверла обладают меньшей жесткостью, и под действием сил резания прогибаются, что может привести к искривлению оси отверстия. Кроме того, с увеличением длины отверстия затрудняется извлечение стружки из отверстия во время работы.
Смазочно–охлаждающая жидкость при глубоком сверлении должна подаваться под большим давлением и с большими расходами, существенно отличающимися по величине от обеспечиваемых насосными системами обычного металлорежущего оборудования. Фактор подачи СОЖ в зону резания и ее охлаждения является важнейшим в процессе глубокого сверления и во многом определяет специфику как самого процесса, так и применяемого оборудования, оснастки, технологических приемов.
Эти две особенности – обеспечение прямолинейности и центрирования сверла и необходимость подвода СОЖ в достаточном количестве и под высоким давлением, и послужили причиной создания специального оборудования и инструмента для глубокого сверления.
Различают следующие методы обработки глубоких отверстий.
Методы обработки при глубоком сверлении
Заготовка и инструмент вращаются (встречное вращение)
Данный метод применим для цилиндрических деталей. Преимущества метода — минимальное отклонение от оси на станках глубокого сверления. Для реализации данного метода разработаны станки RAPIRA SGS-01 (Одношпиндельный) и SGS-02 (Двухшпиндельный). Здесь обработка заготовок осуществляется способом сверления пушечными однолезвийными сверлами (ELB). Характерная особенность глубокого сверления пушечными свёрлами состоит в том, что смазочно-охлаждающая жидкость подается через канал для СОЖ в инструменте и удаляется из отверстия вместе со стружкой через V-образную канавку (желобок) вдоль стержня сверла.
Заготовка неподвижна, инструмент вращается
Данный вариант применим для всех (кроме цилиндрических) форм заготовок с различными размерами и весом заготовок. Данный метод нашел широкое применение на обрабатывающих центрах и специальных станках. Для реализации данного метода в станках Рапира СГС-01 (Одношпиндельный) и СГС-02 (Двухшпиндельный) дорабатывается модуль заготовки. Это позволяет ориентировать заготовки в соответствии с направлением сверления.
Заготовка вращается, инструмент неподвижен
Данным метод применяет для цилиндрических деталей при большой глубине сверления и длине заготовки. Преимущество — малое отклонение от оси на станках глубокого сверления . Предпочтительно при сверлении больших диаметров (от 250 мм) системой ВТА. Станок разрабатывается.
Корпус Привода. Пример детали для станка с вращением инструмента без заготовки

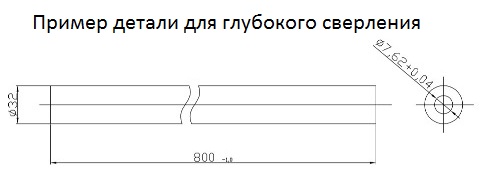
Пример детали для станка с вращением инструмента с контрвращением заготовки

Шток привода. Пример детали для станка с вращением инструмента с контрвращением заготовки