Электрохимический станок для профилирования канала ЭХО-01
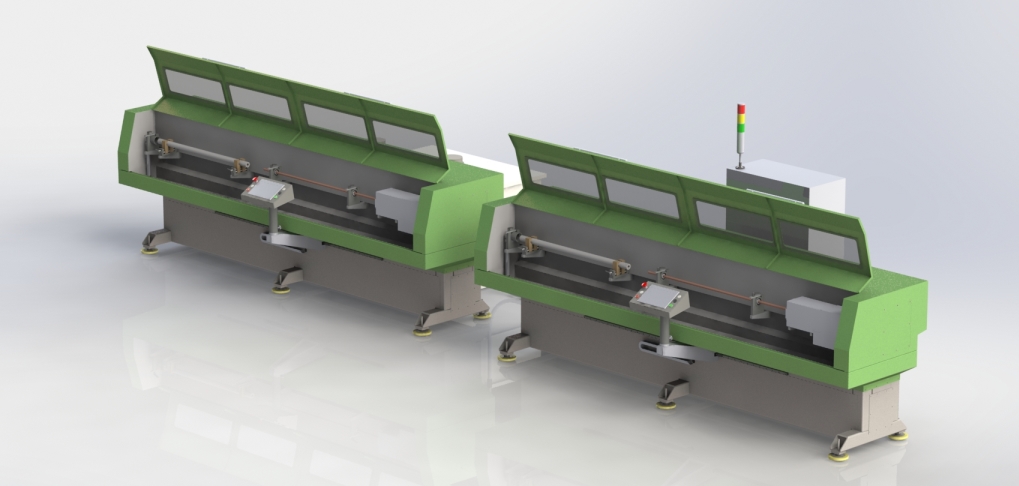
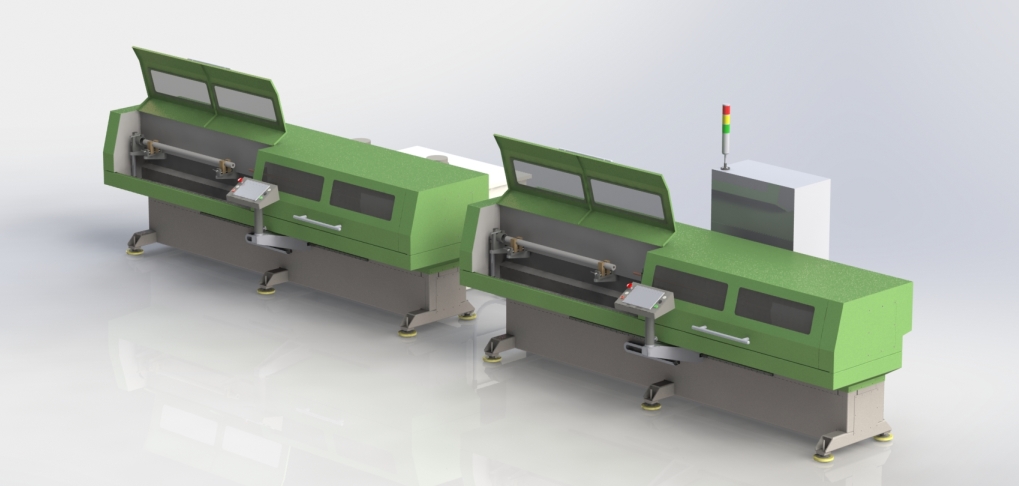

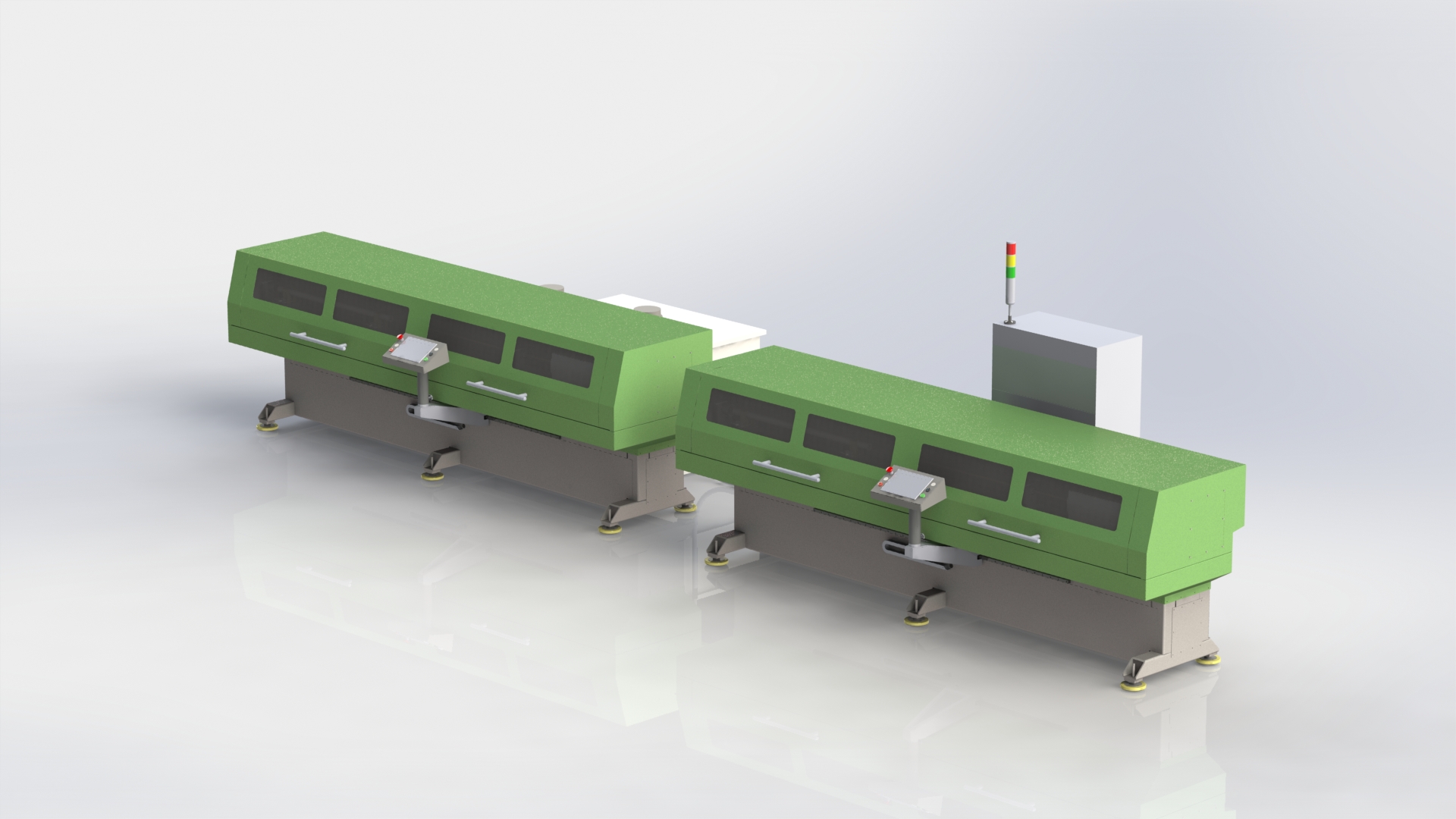
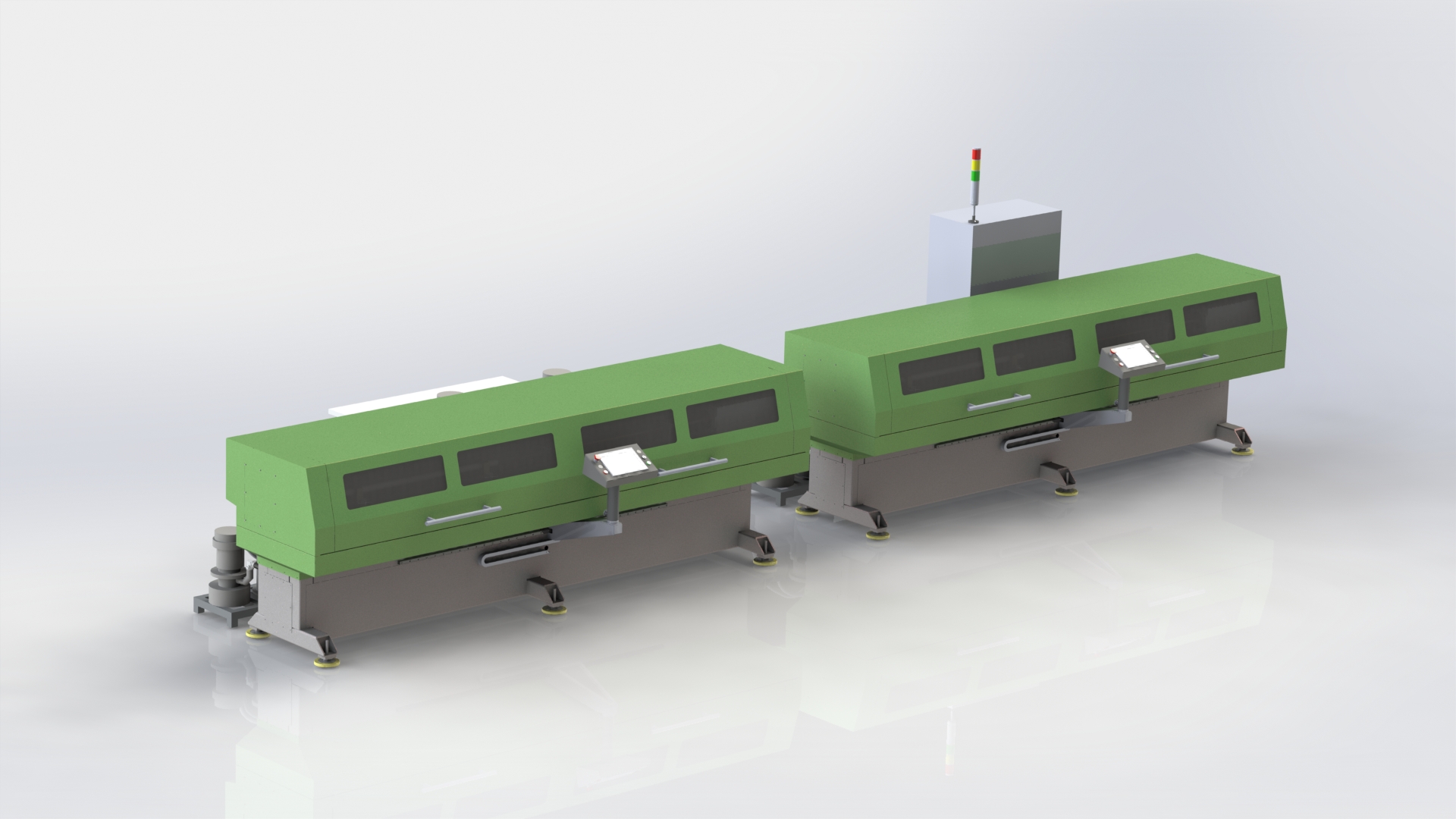
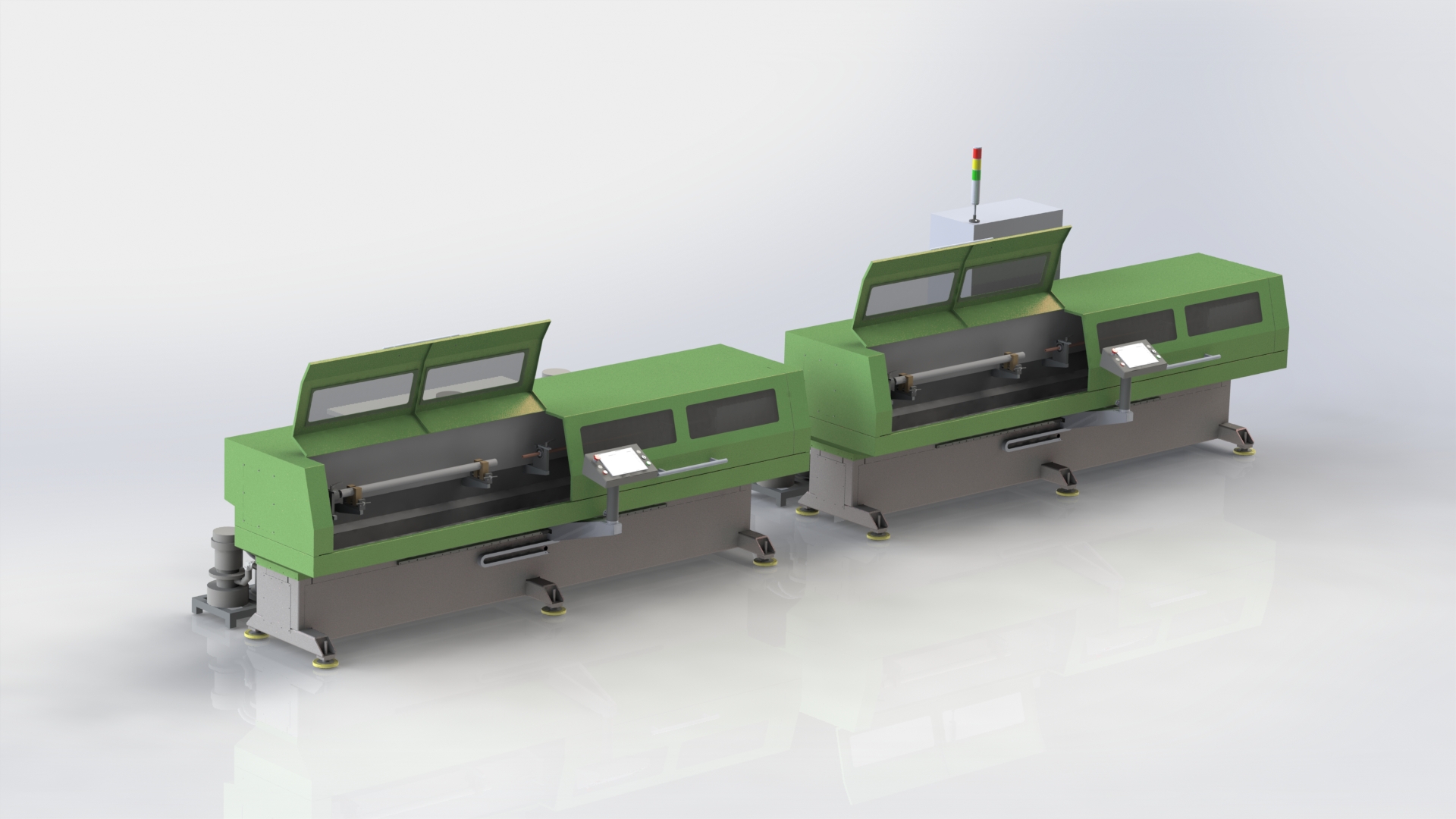

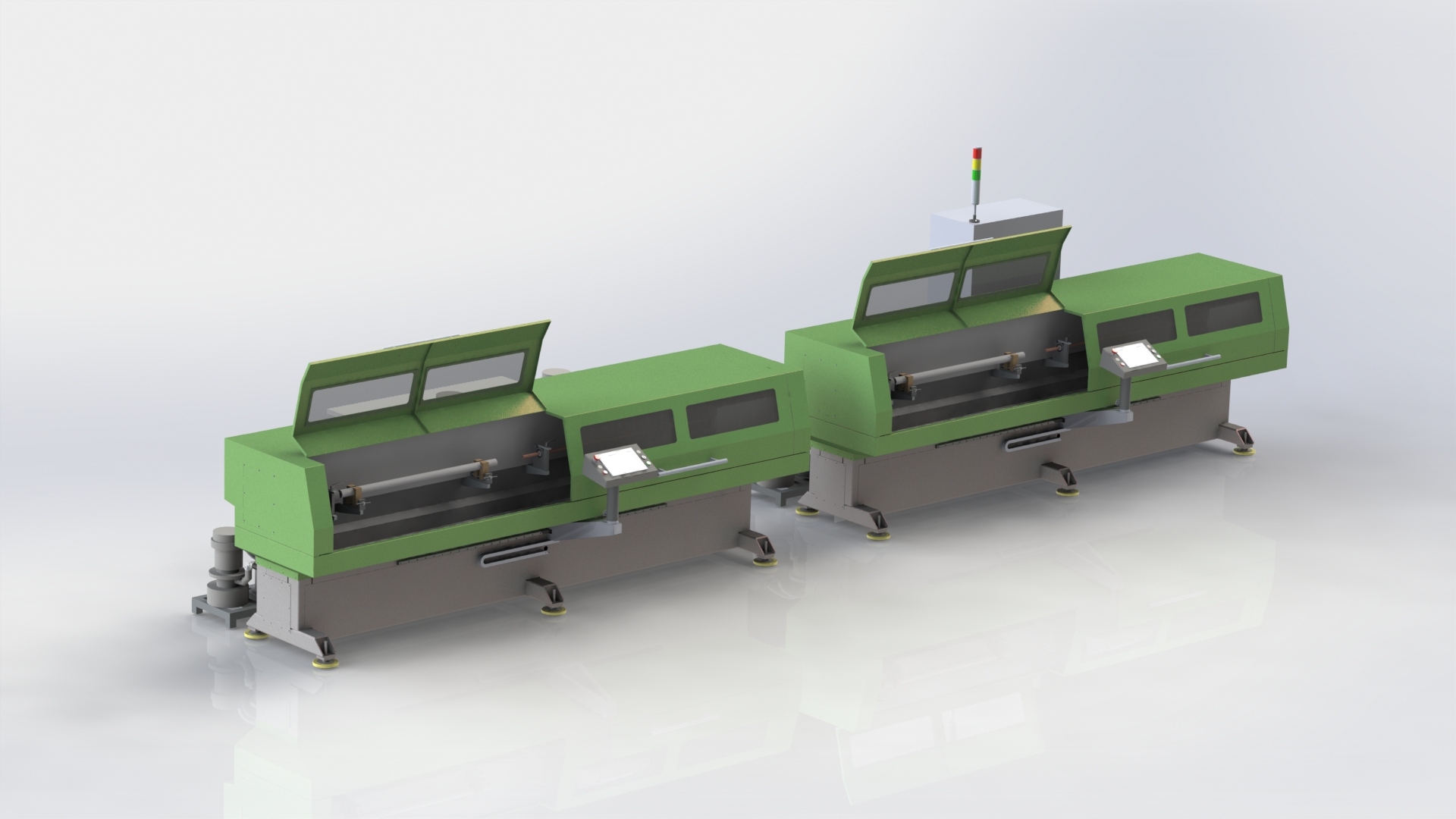
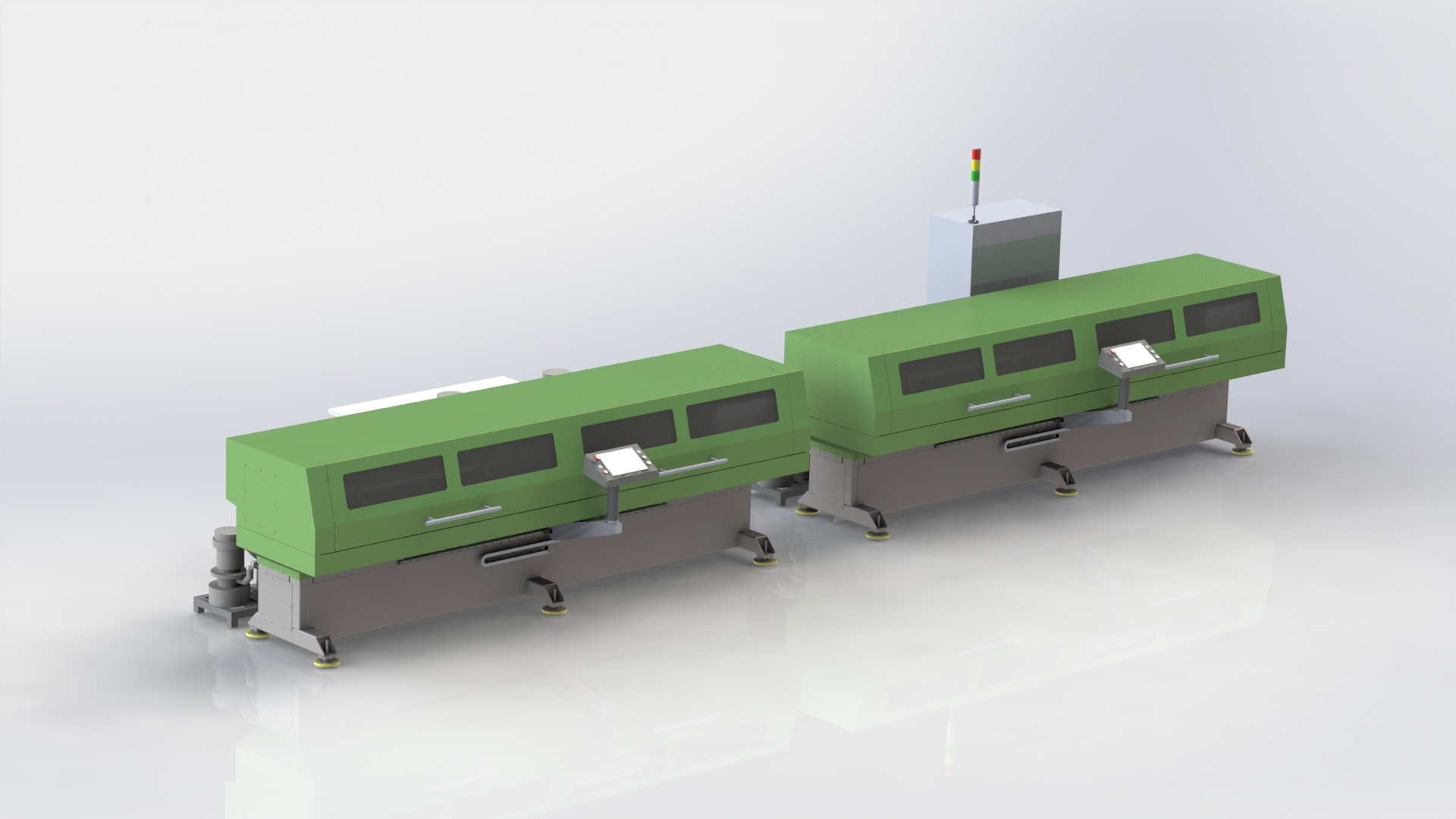
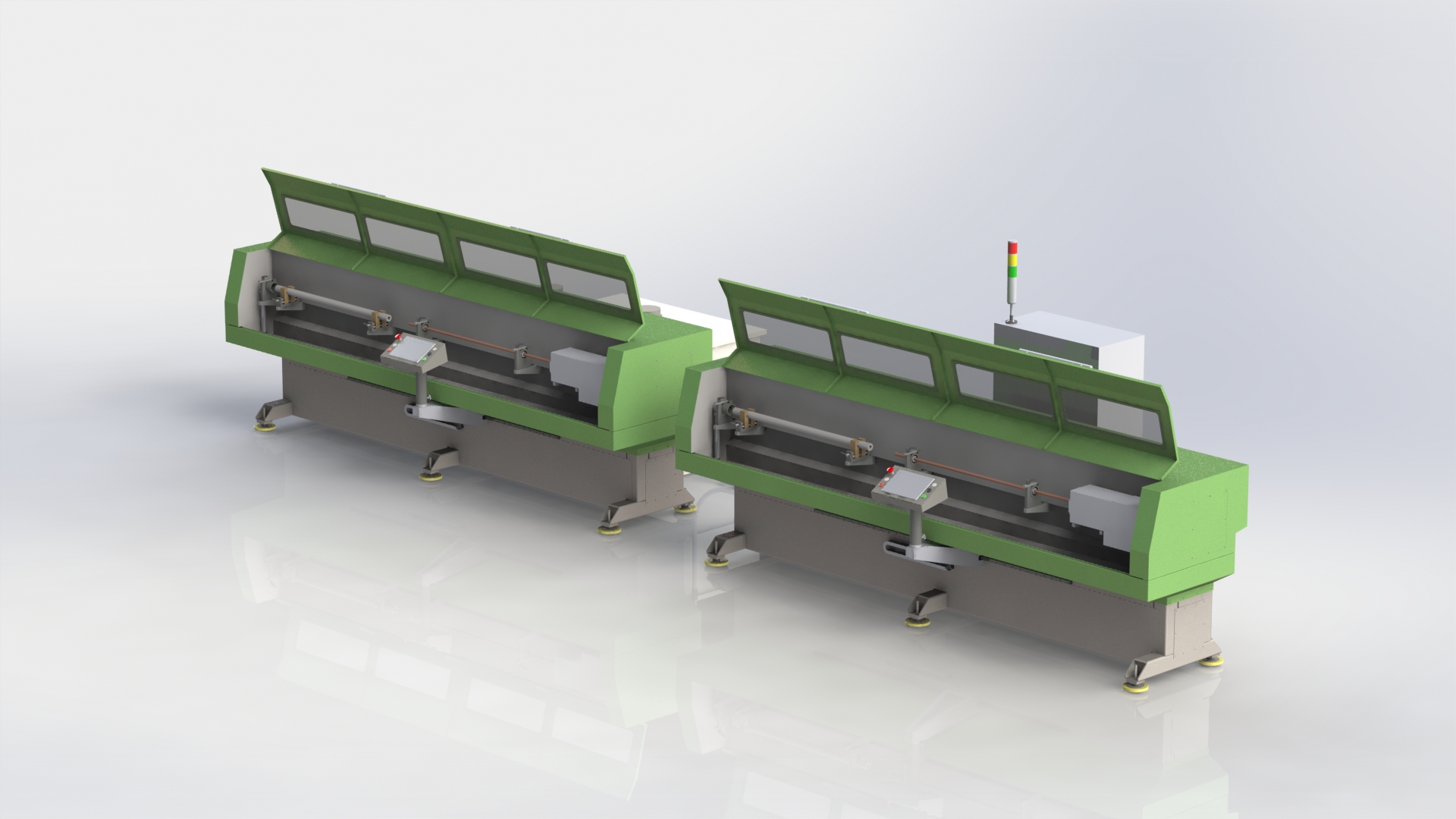
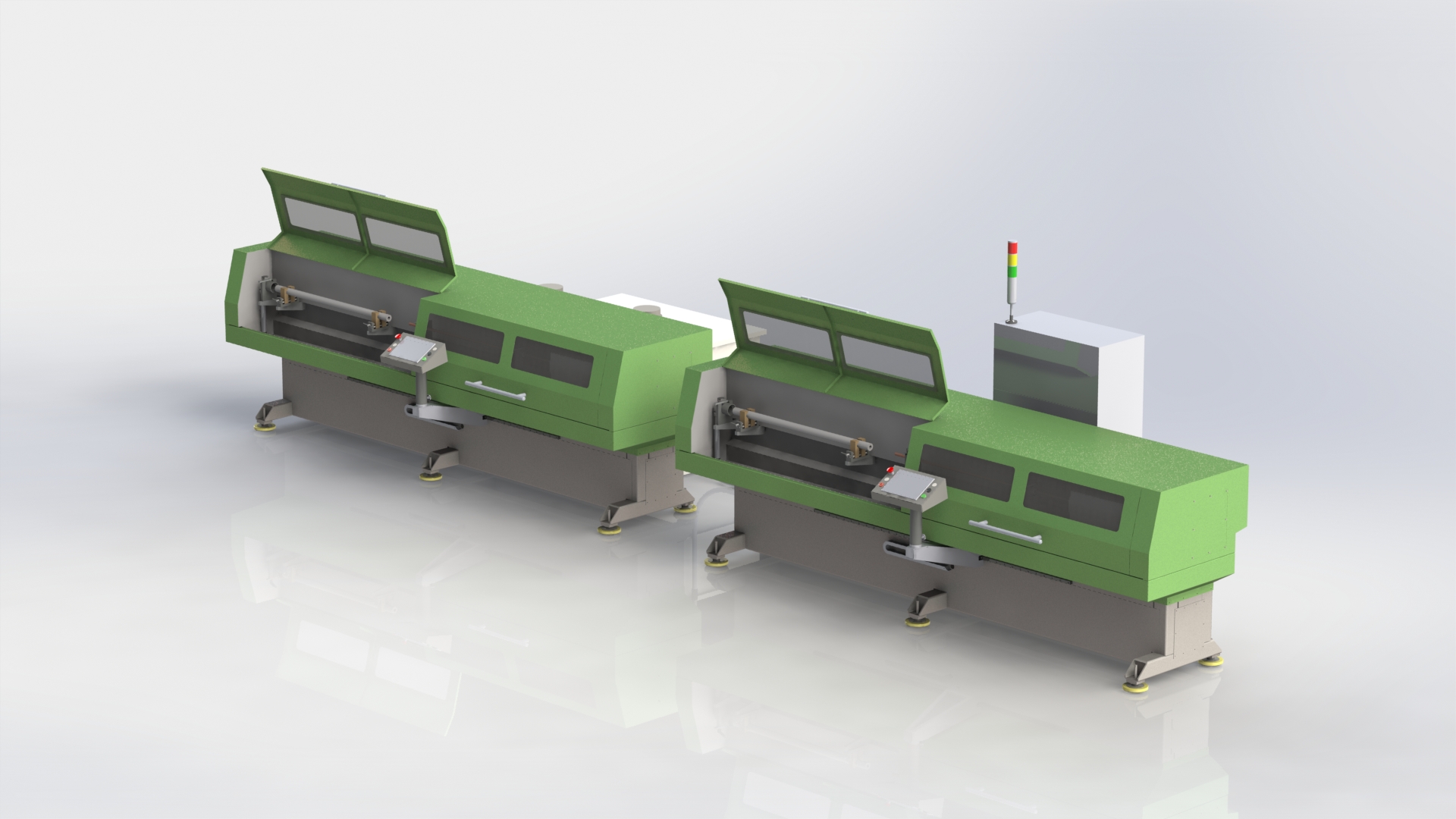
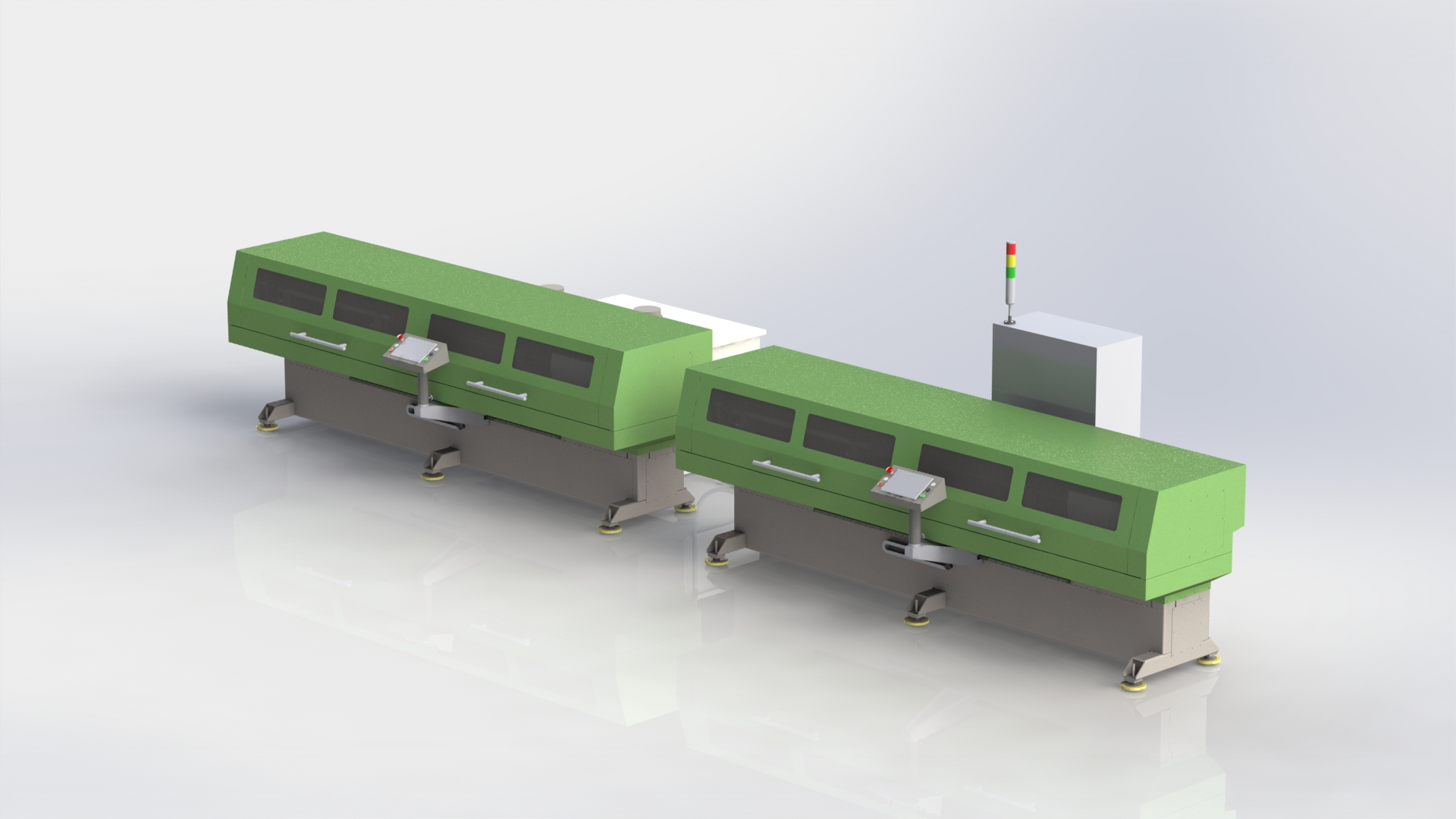
Горизонтальный станок ЭХО-01 предназначен для профилирования канала ствола с помощью электрохимического метода обработки. Станок представляет из себя 2 станины и общую станцию подачи и очистки электролита и отдельный шкаф управления. Это позволяет при необходимости добавить дополнительные станины (шпиндели) без существенного изменения конструкции станка.
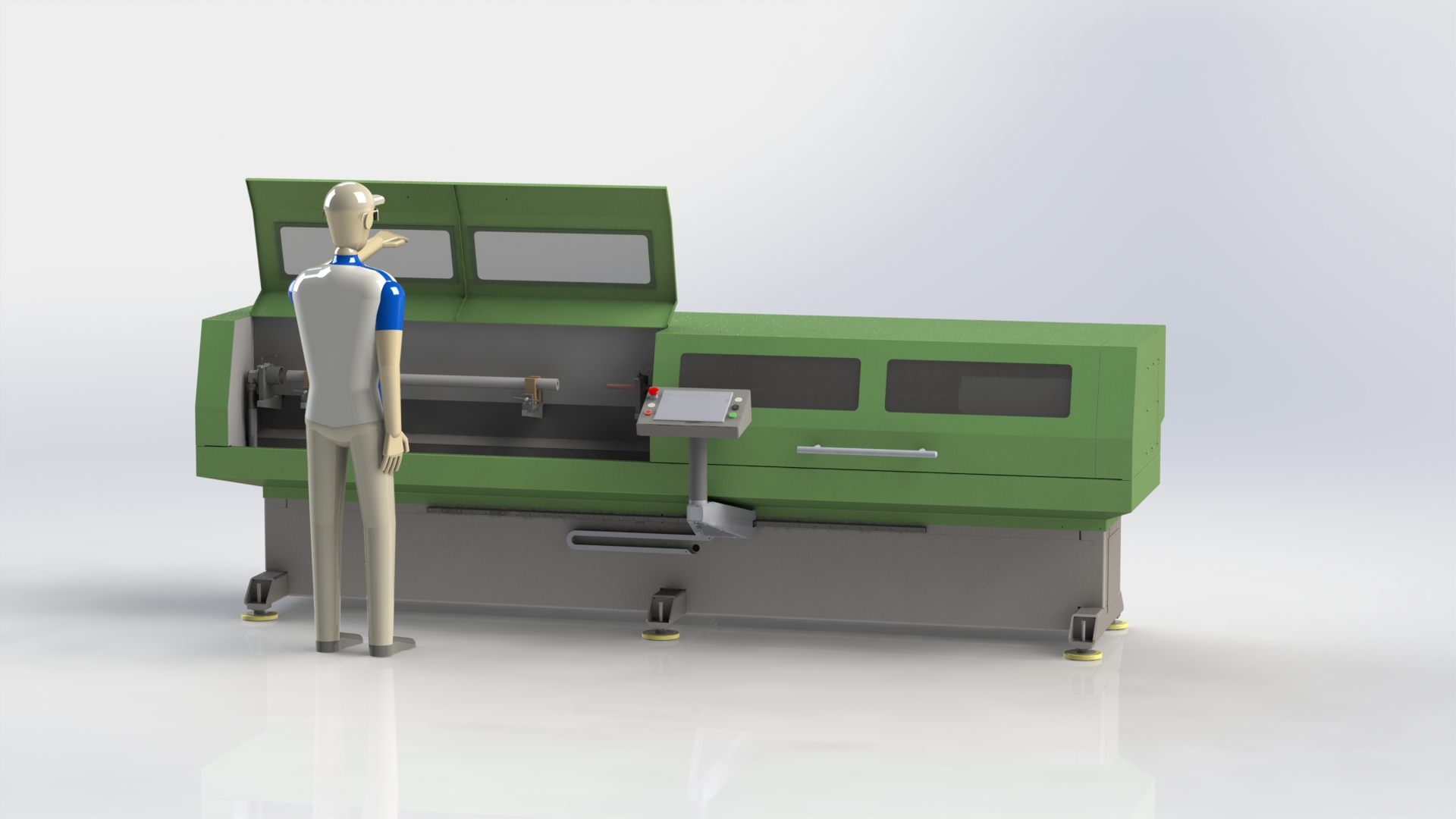
Заготовка устанавливается в специальные токопроводящие призмы станка, дульным срезом к шпиндельной бабке станка. Далее оператор вводит инструмент (катод) в заготовку, со стороны патронника и зажимает хвостовик в специальной токопроводящей цанге. Оператор вводит необходимую программу обработки (параметры тока, скорость подачи инструмента, шаг, подачу электролита в зону обработки). Далее запускает станок. После выполнения обработки станок отключает подачу инструмента, ток и подачу электролита.
- Электрохимический станок для профилирования канала
- Система поддержки токопроводящей штанги (буксируемые люнеты) – 2 шт
- Бак для электролита
- Установка фильтрации электролита
- Система охлаждения электролита
- Паспорт
- Руководство по эксплуатации
Ввод и индикация следующих параметров для управления в ручном и в автоматическом режиме:
- Скорость вращения инструмента
- Контроль силы тока
- Глубина обработки
- Скорость подачи
- Счетчик циклов (заготовок)
- комплект катодов для профилирования канала методом ЭХО для обработки каждого калибра
| Характеристики оборудования | Ед. изм. | Величина |
| Конструкция станка | — | Горизонтальная компоновка. |
| Количество одновременно обрабатываемых заготовок | шт | 2 |
| Материал обрабатываемых заготовок | — | Конструкционные стали; углеродистые, легированные, нержавеющие (группы обрабатываемых материалов по ISO: P, M) |
| Условия эксплуатации: — Вид климатического исполнения по ГОСТ 15150-69 — категория размещения изделия по ГОСТ 15150-69 | У
4 | |
| Высота центров над полом | мм | 1005 |
| Ход инструмента | мм | 1500 |
| Длина обрабатываемых заготовок | мм | 500-1100 |
| Наружный диаметр обрабатываемых заготовок | мм | 20 — 45 |
| Внутренний диаметр обрабатываемых заготовок | мм | 4-20 |
| Подача инструмента (рабочая) | м/мин | 0,5 |
| Подача инструмента (холостая) | м/мин | 1,05 |
| Тип линейной передачи | — | Шарико-винтовая пара |
| Смена инструмента | — | Ручная |
| Система крепления обрабатываемой детали | — | Призма с токоподводящим контактом |
| Электролит | — | Солевой электролит |
| Объем электролита | л | 1000 |
| Насос электролита | шт | 1 |
| Давление электролита при подаче в зону обработки | бар | Max 50 |
| Панель управление | — | Siemens или аналог |
| Контроллер | — | Siemens или аналог |
| Габариты станка: Длина х Ширина х Высота | мм | 8000 х 2200 х 1200 |
| Масса станка, ориентировочно | кг | 4500 |